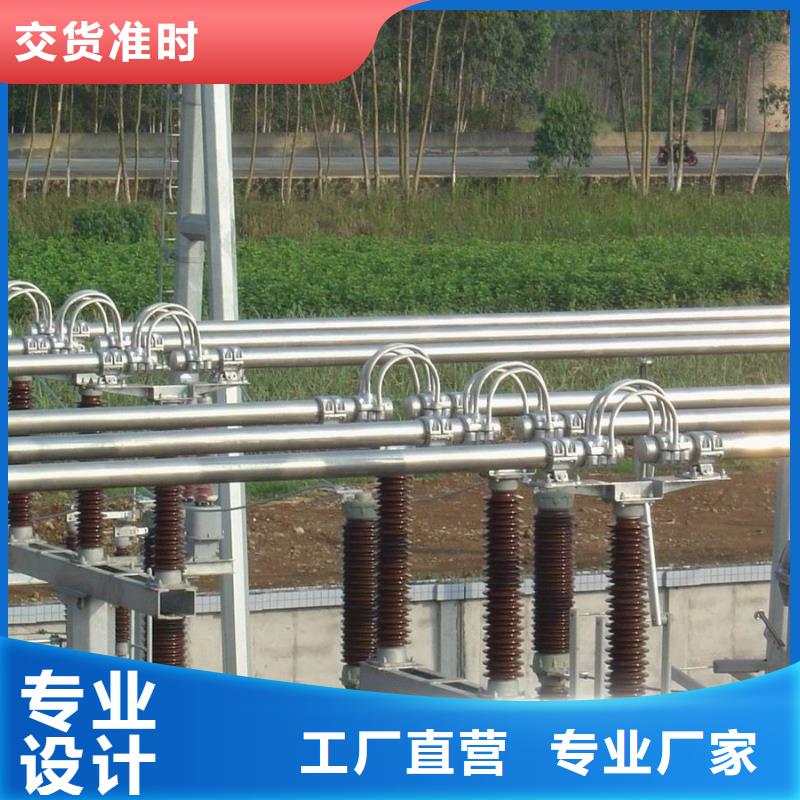
以下是:【铝镁合金管型母线LDRE150/136】的产品参数
| 小起订 | 6米 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 6063G |
|---|
| 产品品牌 | 辰昌盛通 |
|---|
| 产品规格 | 40-350 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 济南 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 40-350 |
|---|
| 可售卖地 | 济南 |
|---|
| 产品重量 | 1 |
|---|
| 产品颜色 | 银白色 |
|---|
| 质保时间 | 365天 |
|---|
| 外形尺寸 | 150 |
|---|
| 适用领域 | 导电 |
|---|
| 是否进口 | 是 |
|---|
| 质量认证 | A |
|---|
| 产品功率 | a |
|---|
| 工作温度 | 621 |
|---|
以下是:【铝镁合金管型母线LDRE150/136】的图文视频
【铝镁合金管型母线LDRE150/136】,辰昌盛通金属材料有限公司(西双版纳分公司)为您提供【铝镁合金管型母线LDRE150/136】产品案例,联系人:王欣,电话:0635-2119178、13686355178,QQ:1978623870,发货地:经济技术开发区1号路东。 云南省,西双版纳傣族自治州 西双版纳地处热带北部边缘,属热带季风气候。西双版纳辖1个县级市、2个县,2021年,西双版纳少数民族人口79.03万人,傣族是主体民族,世居着13种民族。截至2022年底,西双版纳傣族自治州常住人口为130.8万人。
一分钟,了解产品的全部魅力!观看我们的【铝镁合金管型母线LDRE150/136】产品视频,为您的购买决策提供有力支持。
以下是:【铝镁合金管型母线LDRE150/136】的图文介绍


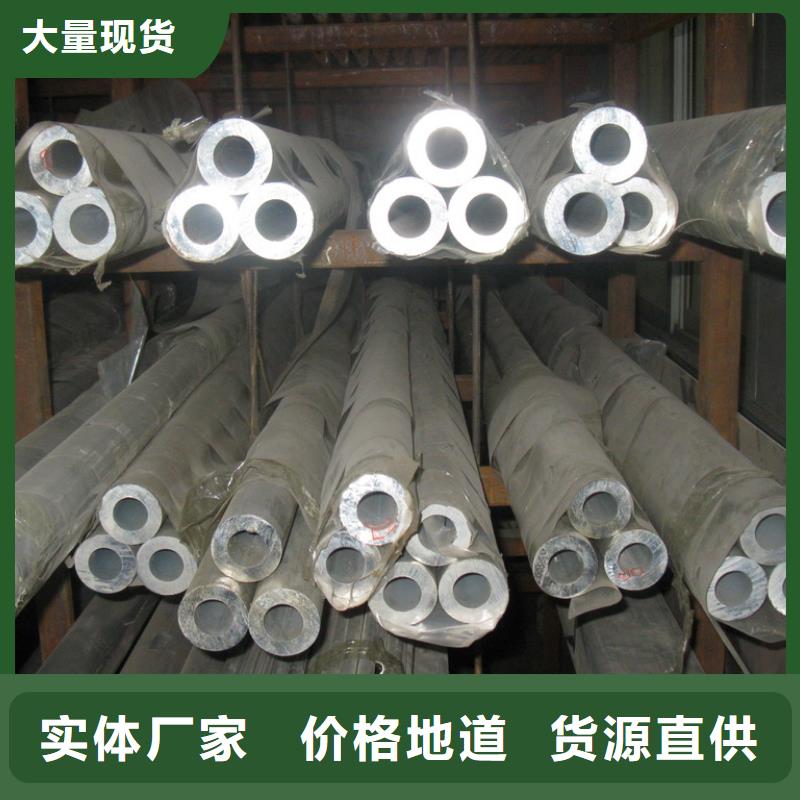
市面上的铝镁合金管 管母线大部都是采用常规组合模焊合挤压工艺生产,无法完全避免焊合线,特别是氧化后容易有暗线。挤压生产中采用短圆棒、当地高温、当地慢速的挤压工艺,尤其要控制好“三温”,铝棒、当地挤压筒、当地和模具要保持干净,时效时间和温度根据管壁的厚度个管径的大小作适当的调整就可以了。目前使用的铝镁合金管 管母线挤压机包括挤压箱和气缸,将加热后的铝块从进料口投入到挤压箱内,气缸开始工作使挤压梁推动铝块朝着挤压模移动,高温状态下的铝块具有很好的塑性,当铝块温度降低后塑性也会降低,在挤压梁一定的压力和速度作用下,挤压垫推动铝块产生塑性流动从挤压模中挤出,从而获得所需断面形状及尺寸的铝镁合金管 管母线;在挤压过程中,铝块在挤压变形区中处于强烈的压力状态,可以充分发挥其塑性,获得大变形量,同时挤压变形可以改善金属材料的组织,提高其力学性能,特别是对于具有挤压效应的铝块,其挤压制品在淬火时效后,纵向(挤压方向)力学性能远高于其他加工方法生产的同类产品,挤压加工还具有很大的灵活性,只需更换挤压模就可以在同一台设备上生产形状、当地尺寸规格和品种不同的产品,且更换挤压模的操作简单方便、当地费时小、当地效率高。但是对于一些双层无缝铝镁合金管 管母线的成型仍存在很大的问题。因此,有必要对这种情况进行改善。无缝铝镁合金管 管母线一般是是采用穿孔挤压方法,由于无缝铝镁合金管 管母线具有比重小、当地易加工,机械强度大等特点,其实,无缝铝镁合金管 管母线的制作过程要求是比较严格,比较精细的。但是在制作的时候应该注意一些问题,才能生产出质量过关的无缝铝镁合金管 管母线。下面就与大家分享一下无缝铝镁合金管 管母线制作过程中需要注意的问题及一些成功的实际经验。大的无缝铝镁合金管 管母线,一般都是热挤压成形的,然后经过后续的实效处理。而小的无缝铝镁合金管 管母线,可以热挤压也可以冷拉伸,然后经过后续的实效处理。无缝铝镁合金管 管母线制作过程中产生的氧化铝水合物需要连续挤压,在挤压过程中剧烈脱水形成砂眼。为了防止无缝铝镁合金管 管母线上的砂眼,挤压用圆铝杆本身不得有轧制裂纹;不得存放于潮湿的环境中,清洗液中氢氧化钠含量在百分之三十左右为宜,要严格控制清洗液中的铝离子含量。



辰昌盛通金属材料有限公司(西双版纳分公司)将以顾客需求为导向,持续开展创新研发工作,致力成为 紫铜排的领跑者,不断开拓创新,以技术为核心、以质量为保证,竭诚为您提供、、优质的产品和服务,促进 紫铜排领域的革新与发展!


辰昌盛通金属材料有限公司(西双版纳分公司)是 紫铜排协会会员单位。本公司专业从事 紫铜排的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 紫铜排产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。



铝镁合金管型母线管母线氧化前,零件和制件的表面状况和业已进行过之机械加工的食量对磨光时工序次数和时间的影响很大。磨光和抛光如果进行装饰性氧化,要想得到深黑色的美丽光泽表面,氧化前金属的表面应加以磨光和抛光。为使被加工制件尽可能得到此较光滑和平的表面,磨光要进行好儿个工作过程,起初用此较粗的磨料, 用栩的磨料。细磨是在装有富于弹性的毛毡,毛毡或布翰的双臂磨光确光机上进行。磨料可采用金刚砂粉或剐玉粉。把金刚砂粉或剐玉粉粘在翰子的周边上就使翰子有了磨料层。此时,木工缪、本地路素膝及硅酸熊缪可用来作为粘拮剂。磨光时,磨料粒度要这样来选择即所选之粒度能在下一道工序把上一道工序留下的缺陷瘫,所以先用粒度比较粗的磨粉加工,然后用中等的,再用绷的。通常磨光匆制件时,磨轮的圆周速度为30.35公尺/秒;绷磨铸铁制件时,则为20-25公尺/秒。在很多情况下,零件经过基本的磨光工序后,还进行补充工序,即所谓“油磨”或无光抛磨。通常油磨是靠磨膏用圆的草刷或毛刷来进行,磨膏是把绷磨料均匀地A件在工业用油脂和硬脂很合物中而制成的。除此以外,油磨可以减少零件和磨轮发热,烧焦的危险,从而延畏了磨轮的耐久性。所以,要获得高的精胭度,建议直接在抛光前进行油磨。混在油脂内之金刚砂粒的切创性质会大大减小,因为油脂中的有机酸有助于零件上的氧化物薄膜。油磨后,零件表面就变得更为平滑、本地光滑。然后可用涂有专门抛光膏的布轮把该表面好好地抛光。
在云南省西双版纳市采买【铝镁合金管型母线LDRE150/136】到辰昌盛通金属材料有限公司(西双版纳分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王欣-13686355178,QQ:1978623870,地址:《经济技术开发区1号路东》。